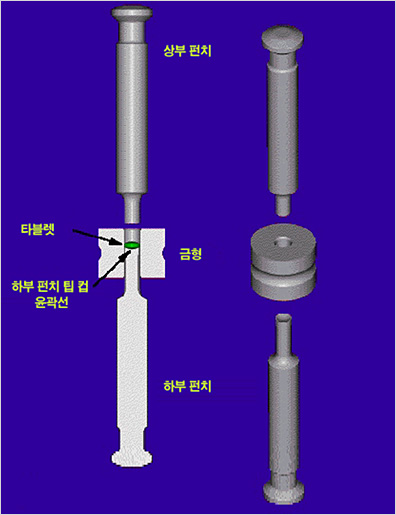
우리가 이 문제 해결을 상세히 설명하기에 앞서, 여러분은 먼저 어떻게 분말(파우더)이 단단한 정제로 형성되는 지의 개념을 이해해야 한다. 이기초적인 개념을 이해하면 이 문제를 풀기 위해 필요한 것들을 이론적으로 정립할 수 있다. 타블렛(정제)을 압축하기 위해서는 회전 또는 단일 위치 프레스 및 한 위치의 기구를 구성하는 다음의 세 성분이 필요하다.
압력 사이클 중 다이(금형) 홀(내부)은 분말로 채워져 있고 그 후 상부 및 하부 펀치는 두 압력 롤러 하에서 수직 방향으로 동시에 움직여 단단한 정제를 만든다. 펀치가 이 롤러 하에 있는 시간을 체류 시간이라고 부른다. 정제를 형성하는 데 걸리는 시간은 0.1초의 체류 시간 밖에 걸리지 않는데 이는 프레스 속도, 펀치 헤드 크기 및 펀치 헤드 디자인 등과 같은 변수 때문이다.
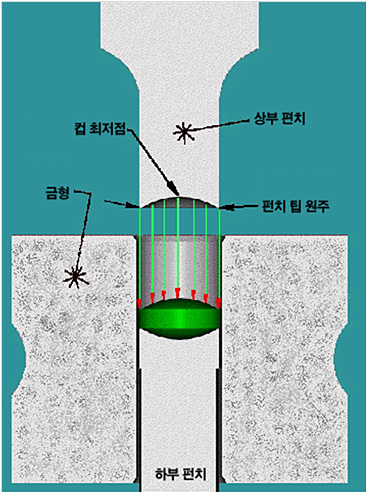
0.1 초의 시간 내에 다음 현상이 일어난다. 적용된 압력은 타블렛 펀치 및 다이(금형) 표면과 접촉하고 있는 중심 및 입자가 충분한 결합을 이룰 수 있도록 펀치 컵 윤곽선에서 최고점 또는 최저점에 도달해야만 한다. 또한 분말 속에 공기가 있다면 재료 결합 공정을 방해하지 않도록 하기 위하여 펀치 주위에서 공기를 잘 빼내어야만 한다.
피킹, 표면 마멸 / 마모 및 과다한 압축 압력의 또 다른 이유가 있다 하더라도, 우리는 이 시나리오에서 생산에 필요로 하는 프레스 속도가 너무 빨라 체류 시간이 너무 적은 것을 고려한다. 프레스 속도 감속 결과를 평가하여 이를 알 수 있었으며 타블렛 품질이 향상된 것을 발견하였다. 따라서 프레스 속도를 늦춤으로써 체류 시간을 증가시키고 압력이 컵에서 최저점을 도달하도록 충분한 시간을 가지도록 한다. 프레스 속도 감소는 우리의 문제를 해결할 수 있지만 생산성을 감소시킨다. 우리는 이 시나리오에서는 생산 속도에 영향을 주는 이러한 해결책은 불허한다. 따라서 우리는 펀치 팁 컵을 평가하여 비 일관적인 표면 압력 문제를 야기하는지를 판단하는 조치를 취한다.
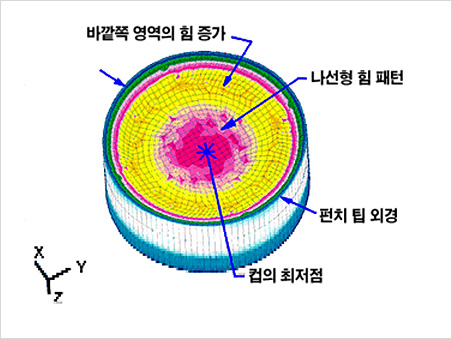
분말을 압축하기 위해서 상부 및 하부 펀치가 수직 방향으로 움직일 때 펀치 팁 컵에 어떤 일이 일어나는 지를 잘 상기시켜야 한다. 압축력은 펀치 팁 원주 바깥쪽에서 시작하여 펀치가 가까이 다가 옮에 따라 컵의 최저점을 향해 진행한다. 왜 기존의 컵 윤곽선이 일관적인 표면 압력을 제공하지 않는 지 평가해 보고 컵 윤곽선(호) 변경이 압축 특성을 향상하는지 증명한다.
우리는 카바이드 다이(금형)에서 펀치 팁 컵 윤곽선에 작용하는 힘의 변위를 평가하기 위해서 컴퓨터를 사용하는 방법을 보유하고 있다.
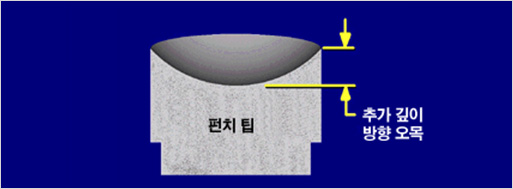
힘 변위는 주어진 체류 시간 내에서 일정한 타블렛 경도를 제공하는 컵 윤곽선의 능력으로 정의된다. 이는 어떤 컵 모양도 평가할 수 있지만 설명을 쉽게 하기 위하여 타블렛 규격 매뉴얼에서 단일 반경에 추가로 깊고 오목한 컵을 취하는 둥근 펀치 팁을 예를 들어 보자.
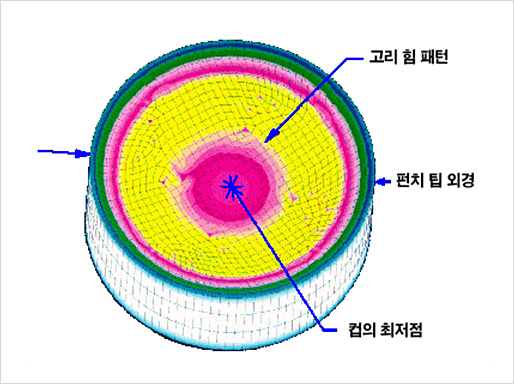
우리는 기존의 "TSM" 추가로 깊게한 오목 컵 모양에 수직 방향 힘 패턴을 평가함으로써 수반되는 패턴을 비교하고 당면 문제를 야기하는 이론을 정립할 수 있다.
컵 모양의 힘 진행이 상이한 색상의 고리로 표현되고 이것이 구형 컵 디자인 및 깊이에 기인됨에 주목하라. 밀집력이 바깥쪽 원주에서 가장 안쪽의 컵 영역까지 일련의 고리로 쌓여야 하기 때문에 결과적으로 체류 시간이 불충분하면 압력이 원료 결합 증진이 목적인 컵 안쪽 영역까지 다다르지 못한다.
우리는 깊이 방향 오목 컵의 용적 때문에 되도록이면 많은 부피를 취하는 컵 디자인을 사용하고 당면 문제를 해결하기 위한 힘 변위 특성을 제공할 수 있어야 한다.
복합 반경 컵 디자인이 세 개의(three) 반경으로 구성되어 있기 때문에 최고의 디자인이 될 수 있다. 바깥쪽의 두 작은 반경들은 부피를 증가시키고 큰 중앙의 반경은 컵 최고점에서 힘 변위를 향상시킬 수 있다. 깊이 방향 오목 컵 디자인에 실행하였던 것처럼 지금 이 디자인에 동일한 양의 힘을 적용하여 결과를 평가할 것이다.
양력 (two-force) 변위 그래프를 비교할 때, 우리는 분말 힘의 증가나 분포 변화를 나타내는 색상 및 패턴의 변화를 관찰한다.
윤곽선 형성에 사용되는 두 작은 반경 때문에 발생하는 약간의 힘이 증가하는 것을 표시하는 바깥쪽 노란색 영역의 색상 변화를 먼저 볼 수 있다. 컵 중앙으로 갈수록 윤곽선을 형성하는 큰 반경으로 만들어지는 새로운 나선형 패턴이 있다. 이 반경을 감소 또는 증가하여 효율성을 변경할 수 있다. 이것이 당면 문제를 해결하는 반경의 최적 조합인지는 증명할 수 없다 하더라도 형성된 컵 디자인 및 패턴이 분말에 힘을 이동시키는 컵의 능력에 영항을 주고 피킹 표면 마멸 / 마모를 감소할 수 있다는 것은 증명하였다. 타블렛 부피 및 사이즈를 제한하면 디자인 변수 및 컵 디자인이 문제를 해결하는 데 가지는 영향력을 한정한다. 우리의 목적은 컵 디자인 / 힘 변위를 변경함으로써 타블렛 경도를 달성하는 데 필요한 힘을 감소시키고 공구의 수명을 향상하는 것이다.






















 > 연구개발 > 기술연구
> 연구개발 > 기술연구 펀치가 터렛에 정체하는 시간
펀치가 터렛에 정체하는 시간